
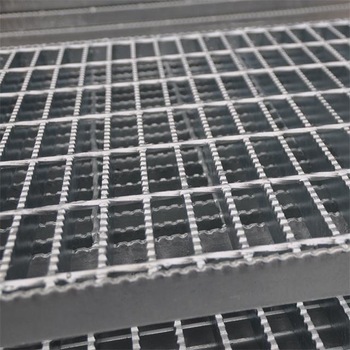
ప్రక్రియ రూపకల్పనస్టీల్ గ్రేటింగ్అసలు ప్లేట్ పరిమాణం ప్రకారం షీట్ యొక్క రేఖాగణిత సమాచారాన్ని అమర్చడం.స్టీల్ గ్రేటింగ్ బేరింగ్ బార్ మరియు క్రాస్ బార్తో ఉత్పత్తి చేయబడుతుంది.కటింగ్ ప్లాన్ పదార్థాల వినియోగ రేటు మరియు అధిక ఉత్పత్తి సామర్థ్యాన్ని పరిగణనలోకి తీసుకోవడం అంతిమ లక్ష్యం.స్టీల్ గ్రేటింగ్ ప్రక్రియ సరిపోలిక సూత్రాలు ప్రధానంగా ఈ క్రింది అంశాలను కలిగి ఉంటాయి:
1. అన్నీదిస్టీల్ గ్రేటింగ్లుపూర్తి ప్లేట్ పరిమాణం లేదా పూర్తి ప్లేట్ పరిమాణం కంటే ఎక్కువ ఉన్నవి ప్రాధాన్యతగా దీని ప్రకారం సరిపోల్చబడతాయిదిపొడవు. సరిపోలే పరిమాణం వీలైనంత చిన్నది మరియు ఏకరీతిగా ఉంటుంది మరియు పొడవు పరిధి 5-7 మీటర్ల లోపల నియంత్రించబడుతుంది.
2. చిన్న సంఖ్యలో ఇరుకైన బోర్డులను వెడల్పు క్రమంలో పెద్ద నుండి చిన్న వరకు లేదా చిన్న నుండి పెద్ద వరకు అమర్చవచ్చు, ఆపై వాటిని పొడవు ప్రకారం సమాంతరంగా కలపవచ్చు.
3. వెడల్పు పొంగిపొర్లుతున్నప్పుడు, అంచు చుట్టే వెల్డింగ్ ప్రక్రియను నిర్వహించడానికి ముడి పదార్థం క్రాస్ బార్ను ఉపయోగించండి మరియు ప్లేట్ను విడిగా వెల్డ్ చేయవద్దు.
4. డబుల్-బార్ వెల్డింగ్ యంత్రం ప్రతిసారీ 2 క్రాస్ బార్లను నొక్కి వెల్డింగ్ చేస్తుంది మరియు బేసి సంఖ్య ఉండకూడదు.
5. బోర్డు మరియు బోర్డు మధ్య సరిపోలిక సావింగ్ రోడ్ పరిమాణాన్ని నిలుపుకోవాలి. అది సరిపోకపోతే,దిక్రాస్ బార్ను ఖాళీ చేయాలి.
6. డ్రాయింగ్ల సెట్ను ఖచ్చితంగా వర్గీకరించాలి. బహుళ డ్రాయింగ్లు 200 చదరపు మీటర్లు దాటితే, ఈ డ్రాయింగ్లను ఒకదానితో ఒకటి సరిపోల్చాలి. పరిమాణం 200 చదరపు మీటర్ల కంటే తక్కువగా ఉన్నప్పుడు, దానిని చిన్న-పరిమాణ డ్రాయింగ్లతో సరిపోల్చినట్లుగా పరిగణించవచ్చు.
7. ప్రత్యేక ఆకారపు స్టీల్ గ్రేటింగ్ కోసం, మెటీరియల్ పొదుపును సాధించడానికి వేరుచేయడం మరియు బట్ జాయింట్ను పరిగణనలోకి తీసుకోవడం అవసరం.
8. 60 మి.మీ ఫ్లాట్ స్టీల్ స్పేసింగ్ ఉన్న ప్లేట్లకు, ముడి పదార్థాల ఉత్పత్తికి 30 మి.మీ. స్పేసింగ్ ఉన్న దువ్వెన క్లిప్లను ఉపయోగించవచ్చు.
పోస్ట్ సమయం: జూలై-21-2022